Продукция
Непрерывнолитая заготовка:
Непрерывнолитая квадратная заготовка сечением 150х150 мм длиной от 6 000 мм до 12 000 мм.
|
Сталь углеродистая обыкновенного качества |
Сталь низколегированная конструкционная |
|||
|
ASTM A29 |
DIN 17100 |
ГОСТ 380-2005 |
ASTM A615 |
ГОСТ 19281-89 |
|
SAE 1008 |
St37.2 |
3сп |
Grade 40 |
09Г2С |
|
SAE 1015 |
St44.2 |
4сп |
Grade 60 |
|
|
SAE 1023 |
St52.3 |
5сп |
Grade 75 |
|
|
SAE 1030 |
|
|
|
|
Возможно производство по другим российским и зарубежным стандартам, по согласованным с потребителем техническим требованиям.
Сортовой прокат:
Прокат периодического профиля для армирования железобетонных конструкций номинальным диаметром от 10 мм до 32 мм в прутках.
|
НД |
Класс прочности |
Номинальный диаметр, мм |
|
ГОСТ 34028-2016 |
А500С (форма профиля «2ф») |
10, 12, 14, 16, 18, 20, 22, 25, 28, 32 |
|
DIN 488:2009-08 |
В500В (1.0439) |
10, 12, 14, 16, 20, 25, 28, 32 |
Свариваемость класса прочности А500С гарантирована. Протокол сертификационных испытаний № 11с от 17.12.2018 г., проведенных Испытательной лабораторией «СтройЛаборатория СЛ».
Существует возможность производства проката согласно требований ГОСТ 34028-2016 формой профиля «1ф», а также классов прочности А400 и А600.
Вид периодического профиля формы «2ф» согласно ГОСТ 34028-2016
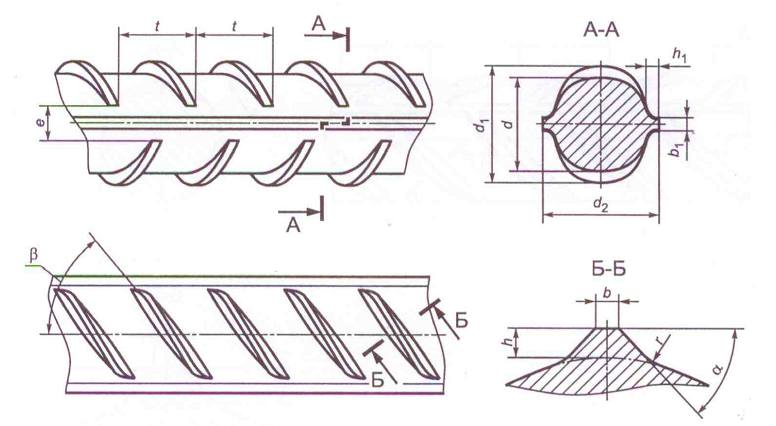
Геометрические параметры согласно ГОСТ 34028-2016
|
Параметр |
Обозначение |
№10 |
№12 |
№14 |
№16 |
№18 |
№20 |
№22 |
№25 |
№28 |
№32 |
|
Вес погонного метра*, кг |
Номинальный |
0,616 |
0,888 |
1,208 |
1,578 |
1,998 |
2,466 |
2,984 |
3,853 |
4,834 |
6,313 |
|
ОМ1 |
±6% |
±6% |
±5% |
±5% |
±5% |
±5% |
±4% |
±4% |
±4% |
±4% |
|
|
ОМ2 |
-1/-6% |
-1/-6% |
-1/-5% |
-1/-5% |
-1/-5% |
-1/-5% |
-1/-4,5% |
-1/-4,5% |
-1/-4,5% |
-1/-4,5% |
|
|
Фактический диаметр прутка по стержню, мм |
d |
9,0-9,8 |
10,8-11,6 |
12,8-13,6 |
14,7-15,5 |
16,6-17,4 |
18,6-19,4 |
20,6-21,5 |
23,6-24,5 |
26,3-27,4 |
30,0-31,1 |
|
Овальность**, мм |
ОВ1 |
Не более 1,2 |
Не более 1,2 |
Не более 1,2 |
Не более 1,6 |
Не более 1,6 |
Не более 1,6 |
Не более 1,6 |
Не более 1,6 |
Не более 2,4 |
Не более 2,4 |
|
ОВ2 |
Не более 2,5 |
Не более 2,5 |
Не более 2,5 |
Не более 3,0 |
Не более 3,0 |
Не более 3,0 |
Не более 3,0 |
Не более 3,0 |
Не более 4,2 |
Не более 4,2 |
|
|
Высота поперечных ребер, мм |
h |
Не менее 0,70 |
Не менее 0,78 |
Не менее 0,91 |
Не менее 1,04 |
Не менее 1,17 |
Не менее 1,30 |
Не менее 1,43 |
Не менее 1,50 |
Не менее 1,68 |
Не менее 1,92 |
|
Шаг поперечных ребер, мм |
t |
5,5-10,0 |
6,0-12,0 |
7,0-14,0 |
8,0-16,0 |
9,0-18,0 |
10,0-20,0 |
11,0-22,0 |
11,3-25,0 |
12,6-28,0 |
14,4-32,0 |
|
Суммарное расстояние между концами поперечных ребер, мм |
Ʃеi |
Не более 7,9 |
Не более 9,4 |
Не более 11,0 |
Не более 12,6 |
Не более 14,1 |
Не более 15,7 |
Не более 17,3 |
Не более 19,6 |
Не более 22,0 |
Не более 25,1 |
|
Относительная площадь смятия поперечных ребер, мм |
Fr |
Не менее 0,052 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
|
Угол наклона боковой поверхности ребра, о |
α |
Не менее 45 |
Не менее 45 |
Не менее 45 |
Не менее 45 |
Не менее 45 |
Не менее 45 |
Не менее 45 |
Не менее 45 |
Не менее 45 |
Не менее 45 |
|
Угол наклона поперечных ребер, о |
β |
35-75 |
35-75 |
35-75 |
35-75 |
35-75 |
35-75 |
35-75 |
35-75 |
35-75 |
35-75 |
* Группа предельных отклонений массы 1 метра длины проката устанавливается заказчиком в заказе. Если в заказе не установлена группа предельных отклонений, то производство проката осуществлять согласно группы ОМ1.
** Точность по овальности (ОВ1 или ОВ2) устанавливается заказчиком в заказе. Если в заказе не установлена точность по овальности, то производство проката осуществлять согласно точности ОВ2.
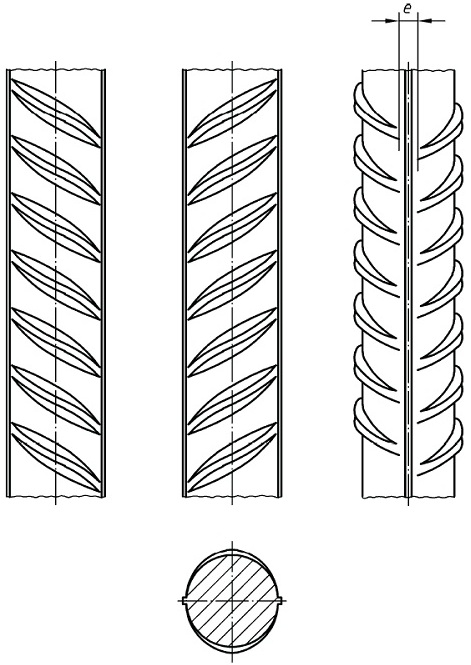
Вид периодического профиля согласно DIN 488:2009-08
Геометрические параметры согласно DIN 488:2009-08
|
Параметр |
№10 |
№12 |
№14 |
№16 |
№20 |
№25 |
№28 |
№32 |
|
|
Вес погонного метра, кг |
0,617 +6/-4% |
0,888 +6/-4% |
1,21 +6/-4% |
1,58 +6/-4% |
2,47 +6/-4% |
3,85 +6/-4% |
4,83 +6/-4% |
6,31 +6/-4% |
|
|
Высота поперечных ребер, мм |
в середине аm |
Не менее 0,65 |
Не менее 0,78 |
Не менее 0,91 |
Не менее 1,04 |
Не менее 1,30 |
Не менее 1,63 |
Не менее 1,82 |
Не менее 2,08 |
|
на расстоянии ¼ и ¾ а1/4, а3/4 |
Не менее 0,45 |
Не менее 0,54 |
Не менее 0,63 |
Не менее 0,72 |
Не менее 0,90 |
Не менее 1,13 |
Не менее 1,26 |
Не менее 1,44 |
|
|
Расстояние между поперечными ребрами, c, мм |
5,5-7,4 |
6,1-8,3 |
7,1-9,6 |
8,1-11,0 |
10,2-13,8 |
12,8-17,2 |
14,3-19,3 |
16,3-22,1 |
|
|
Площадь выступов fR |
Не менее 0,052 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
Не менее 0,056 |
|
|
Угол наклона боковой поверхности ребра, α, о |
Не менее 40 |
Не менее 40 |
Не менее 40 |
Не менее 40 |
Не менее 40 |
Не менее 40 |
Не менее 40 |
Не менее 40 |
|
|
Угол наклона поперечных ребер, β, о |
40-70 |
40-70 |
40-70 |
40-70 |
40-70 |
40-70 |
40-70 |
40-70 |
|
Арматурный прокат марки стали В500В сертифицирован согласно требованиям германского стандарта DIN 488:2009-08 германским испытательным институтом по исследованию материалов в строительстве MFPA Leipzig GmbH.
ПродукцияГотовой продукцией является непрерывнолитая заготовка квадратного сечения и прокат периодического профиля для армирования железобетонных конструкций. |
КачествоОснащение завода отвечает наиболее передовым концепциям развития современной металлургии. Оборудование позволяет получать качественную литую заготовку, отвечающую требованиям зарубежных и отечественных потребителей. Внедрена и примененяется система менеджмента качества в соответствии с требованиями ISO 9001:2015.
|
ПроизводствоРЭМЗ комплектуется современным технологическим оборудованием от ведущих мировых производителей: Дуговая сталеплавильная печь 90т. фирмы CONCAST; Установка ковш-печь компании «TAGLIAFERRI" (TEKINT); Машина непрерывного литья заготовки фирмы CONCAST; Цех по разделению продуктов воздуха компании SIAD. Мелкосортнопроволочный стан фирмы Sidermontaggi S.p.A., Danieli (Италия). |